Technischer Parameter
| Modell | Maximaler Arbeitsdruck | Maximale Durchflussrate | Geschwindigkeitsbereich | Außendurchmesser | Länge | Reinigen des Düsenbereichs |
| WG15M | 1500bar | 80 l/min | 200~1500 U/min | 62mm | 136 mm | ¢80~120mm Rohr |
| WG15L | 1500bar | 100 l/min | 200~1500 U/min | 75mm | 146 mm | ¢85~130mm Rohr |
| WG15XL | 1500bar | 120 l/min | 200~1500 U/min | 98mm | 156mm | ¢120~160mm Rohr |
Anforderungen an die Wasserqualität
Einlasstemperatur: ≤40℃; PH-Wert: 6,5 ~ 8,5
Wasserfiltrationsgenauigkeit: ≤10 μm
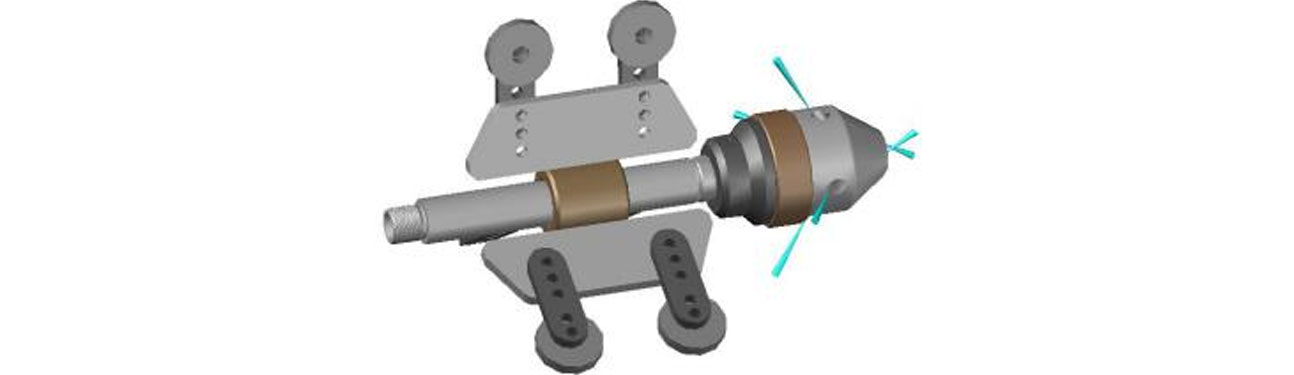
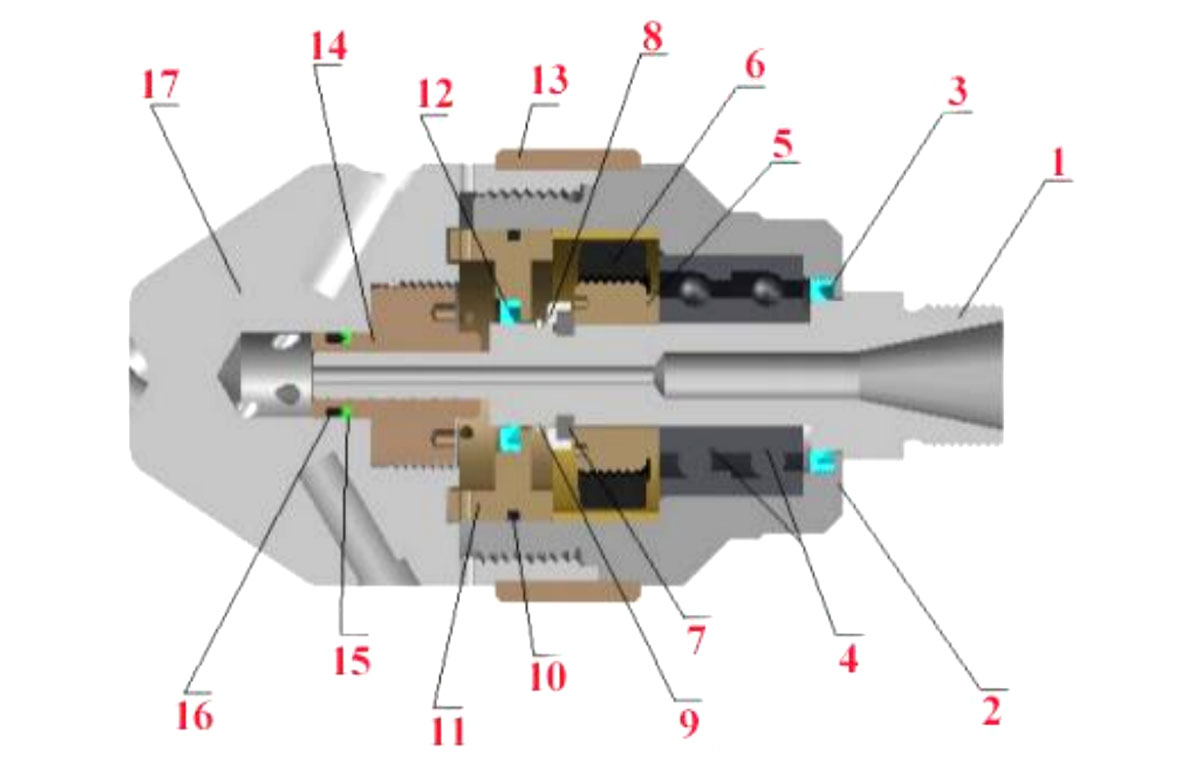
WG15 * Schematische Darstellung und Schnittansicht der rotierenden Dichtungsbaugruppe
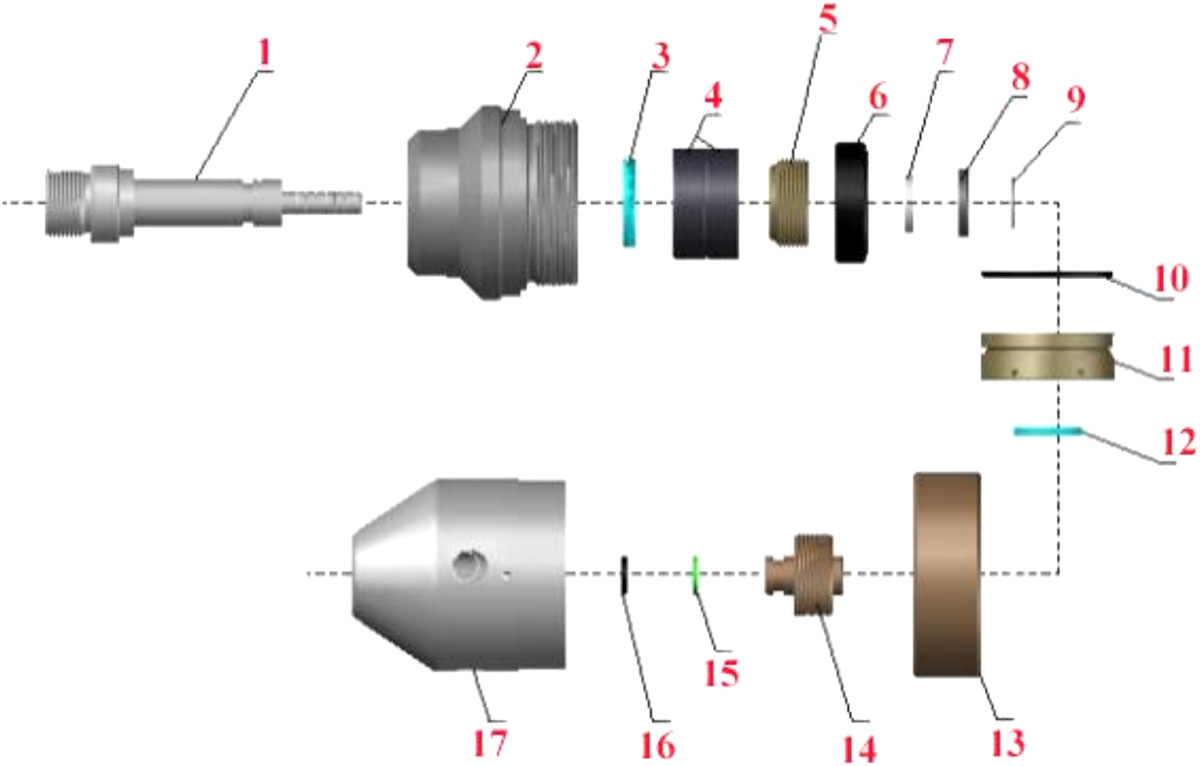
Die Ersatzteiltochter
| NEIN. | Beschreibung | Menge |
| 1 | Welle | 1 STK |
| 2 | Rotierendes Gehäuse | 1 STK |
| 3 | Öldichtung | 1 STK |
| 4 | Lager | 2 STÜCK |
| 5 | Magnet-Übergangsverbindung | 1 STK |
| 6 | Magnet | 1 STK |
| 7 | Sprengring | 1 STK |
| 8 | Sprengring sleeve | 1 STK |
| 9 | Sicherungsring | 1 STK |
| 10 | O-Ring | 1 STK |
| 11 | Öldichtung Skeleton | 1 STK |
| 12 | Öldichtung | 2 STÜCK |
| 13 | Stützring | 1 STK |
| 14 | Dichtungshülse aus Kupfer | 1 STK |
| 15 | Dichtungsring aus Kunststoff | 1 STK |
| 16 | O-Ring | 1 STK |
| 17 | Rotierender Kopf | 1 STK |
Installationsprozess und Dinge, die Aufmerksamkeit erfordern
(1) Installieren Sie die Öldichtung 3 in der Innenbohrung am hinteren Ende des rotierenden Gehäuses 2 und ein Paar Schrägkontaktwellen 4 (Hinweis: Die Einbaurichtung der Öldichtung 3 ist die Nut nach innen gerichtet, andernfalls wird das rotierende Gehäuse 2 mit Wasser gefüllt und das Lager beschädigt. Beachten Sie, dass das Schrägkontaktlager 4 in der gleichen Richtung wie die beiden Lager montiert wird, wobei eine Seite des Außenrings breit zum hinteren Ende des rotierenden Gehäuses 2 zeigt).

(2) Führen Sie die Welle 1 vom hinteren Ende des Drehgehäuses 2 in das Drehgehäuse 2 ein.
(3) Tragen Sie ein Bissschutzmittel auf das Schraubenkorn von Welle 1 und der magnetischen Eisenkomponente auf (einschließlich: Magnetübergangsverbindung 5 und Magnet 6), ziehen Sie das Gewinde von Magnet 6 und Magnetübergangsverbindung 5 fest (Hinweis: positive Drehung des Gewindes), fädeln Sie dann die Magnetkomponente 6 durch die Vorderseite von Welle 2 und ziehen Sie das Gewinde von Welle 2 fest (Hinweis: positive Drehung des Gewindes).

(4) Setzen Sie den Sprengring 7 und die Sprengringhülse 8 in die Ringnut der Welle 1 ein und befestigen Sie sie dann mit dem Sicherungsring 9.

(5) Setzen Sie die Öldichtungsskelettbaugruppe (einschließlich O-Ring 10, Öldichtungsskelett 11 und Öldichtung 12) vom vorderen Ende der Welle 2 ein und installieren Sie sie im rotierenden Gehäuse 2.

Anmerkungen: Installationsanweisungen für die Montage des Öldichtungsskeletts.
Der O-Dichtungsring 10 wurde in die Ringnut an der Außenseite des Öldichtungsskeletts 11 eingebaut.
Installieren Sie die Öldichtung 12 in der inneren Lochnut des Öldichtungsgerüsts 11 (beachten Sie die Einbaurichtung der Öldichtung 12, die Nut zeigt nach innen).

(6) Installieren Sie den O-Ring 16 und den Kunststoff-Dichtungsring 15 nacheinander in der Ringnut an der Vorderseite der Kupfer-Dichtungshülse 14. (Beachten Sie die Installationsreihenfolge von O-Ring 16 und Kunststoff-Dichtungsring 15. Der O-Ring 16 wird an der Außenseite der Ringnut der Kupfer-Dichtungshülse 14 installiert. Achten Sie auf die Installationsrichtung des Kunststoff-Dichtungsrings 15, mit der Nutseite zum O-Ring 16).

(7) Tragen Sie ein Bissschutzmittel auf das Gewinde der Kupferdichtungshülse 14 und das Innenlochgewinde des Drehkopfes 17 auf, schrauben Sie dann die Kupferdichtungshülse 14 in das Innenlochgewinde des Drehkopfes 17 und ziehen Sie es fest (Hinweis: positives Schraubengewinde).

(8) Setzen Sie den Stützring 13 vom hinteren Ende des Drehkopfs 17 ein und installieren Sie ihn außerhalb des Drehkopfs 17.

(9) Abschließend wird ein Bissschutzmittel auf das vordere Ende des Außengewindes des rotierenden Gehäuses 2 und das hintere Ende des inneren Gewindes des rotierenden Kopfes 17 aufgetragen. Das vordere Ende der in Schritt (5) fertiggestellten Unterbaugruppe Welle 1 wird in das Innenloch der Kupferdichtungshülse 14 des rotierenden Kopfes 17 eingeführt, und dann werden die Gewinde des rotierenden Gehäuses 2 und des rotierenden Kopfes 17 festgezogen (Hinweis: Das Gewinde ist positiv drehbar).

(10) Mit den oben genannten Schritten wurde der Montageprozess der WG15*Düse abgeschlossen.

6. Demontageprozess und Dinge, die Aufmerksamkeit erfordern
(1) Klemmen Sie den Drehkopf 17 und das Drehgehäuse 2 mit einem Gabelschlüssel auf der Frässeite fest, schrauben Sie dann den Drehkopf 17 aus dem Spiralmuster des Drehgehäuses 2 heraus (Hinweis: Das Gewinde ist positiv drehbar) und entfernen Sie den Stützring 13.
(2) Führen Sie die Sicherungsringzange in das Loch am hinteren Ende der Kupferdichtungshülse 14 im rotierenden Kopf 17 ein, lösen Sie das Gewinde (Hinweis: Das Gewinde ist positiv drehbar), schrauben Sie die Kupferdichtungshülse 14 heraus, prüfen Sie, ob das Innenloch der Kupferdichtung abgenutzt ist. Wenn es Abnutzungserscheinungen gibt, tauschen Sie es aus, wenn starker Verschleiß vorliegt. Überprüfen Sie gleichzeitig, ob der O-Ring 16 und der Kunststoffdichtring 15 an der Kupferdichtungshülse beschädigt sind. Wenn eine Beschädigung vorliegt, ersetzen Sie diese bitte, da sonst die Dichtung nicht funktioniert.
(3) Entfernen Sie die Komponenten des Öldichtungsskeletts 11 aus dem Innenloch des vorderen Endes des rotierenden Gehäuses 2. Entfernen Sie die Öldichtung 12 und den O-Ring 10 aus dem Innenloch bzw. der Außenringnut des Öldichtungsskeletts und prüfen Sie, ob die Öldichtung 12 und der O-Ring 10 beschädigt sind. Wenn Schäden vorhanden sind, tauschen Sie diese bitte aus, da sonst Wasser in das Gehäuse 2 eindringt und das Lager beschädigt.
(4) Demontieren Sie mit der Außenzange den Sicherungsring 9 von der Welle 1 und demontieren Sie die Sprengringhülse 8 und den Sprengring 7 aus der Ringnut der Welle 1.
(5) Entfernen Sie die angeschlossene Magnetbaugruppe von Welle 1 und prüfen Sie, ob am Magneten Schmutz anhaftet. Wenn ja, reinigen Sie es bitte.
(6) Ziehen Sie die Welle 1 horizontal aus dem hinteren Ende des Gehäuses heraus und prüfen Sie, ob die Außenfläche der Welle 1 abgenutzt ist. Wenn es Abnutzungserscheinungen gibt, tauschen Sie diese bitte aus.
(7) Entfernen Sie vorsichtig das Schräglager 4 aus der Innenbohrung des rotierenden Gehäuses 2 und prüfen Sie, ob das Wellenlager beschädigt ist. Wenn es beschädigt ist, ersetzen Sie es bitte.
- 7 -
(8) Entfernen Sie die Öldichtung 3 aus dem Innenloch am hinteren Ende des rotierenden Gehäuses 2. Überprüfen Sie, ob die Öldichtung 3 beschädigt ist. Wenn es beschädigt ist, ersetzen Sie es bitte.
Mit den oben genannten Schritten ist der gesamte Demontageprozess der WG15*-Düse abgeschlossen.
Hinweise:
•Achten Sie beim Zusammenbau auf die Einbaurichtung des Schräglagers. Bei umgekehrtem Einbau wird die Düse nicht verwendet;
•Achten Sie bei der Montage auf die Einbaurichtung des Wellendichtrings. Bei umgekehrter Installation kann das in die Düse eintretende Wasser nicht abgedichtet werden, das Lager wird beschädigt und der Düsenkopf dreht sich nicht.
•Achten Sie bei der Montage auf die Einbaulage von O-Ring und Kunststoffdichtring. Wenn der O-Ring und der Kunststoffdichtring umgekehrt sind, kann er keine Dichtungsfunktion übernehmen. Achten Sie dabei auf die Einbaurichtung des Kunststoffdichtrings.
•Alle Dichtungen im Inneren der rotierenden Düse sind leicht verschleißbar. Beim Einsatz der rotierenden Düse muss jederzeit auf Undichtigkeiten der Düse geachtet werden. Wenn eine Anomalie festgestellt wird, muss rechtzeitig überprüft werden, ob die Dichtung beschädigt ist.
7.Häufige Probleme mit rotierender Düse
(1) rotierende Düse kann sich nicht drehen;
Der Grund:
A) Interner Lagerschaden (normaler Schaden oder Frühschaden durch Wassereinbruch aufgrund eines Öldichtungsversagens);
B) Die zur Erzeugung des exzentrischen Drehmoments verwendete Düse ist verstopft oder die installierte Düsenöffnung ist zu klein, um das Startdrehmoment zu erreichen;
(2) Der Arbeitsdruck fällt schnell ab;
Der Grund:
A) Düsenschaden;
B) Die Düse ist locker, was zu einer losen Abdichtung führt;
C) Risse treten in der Welle oder der Kupferdichtungshülse auf.
(3) der Arbeitsdruck nimmt langsam ab;
Der Grund:
A) Die Düse ist normal abgenutzt;
B) Welle oder Kupferdichtungshülse sind verschlissen.
8. Mittelkäfig
Der zentrale Halter schützt die im Rohr arbeitende rotierende Düse und gleicht den Sprühabstand der Düse aus. Der einstellbare Bereich beträgt 150–300 mm.